
What Makes a Professional Bluetooth Headphone Manufacture
Overview
Understanding how an industrial facility executes private label projects is essential for global brands. This analysis demystifies the technical engineering, waterproof testing, dieline validation, and compliance framework required to manufacture premium ODM bone conduction headphones.
Acoustic Engineering and Transducer Optimization
A professional Bluetooth headphone manufacturer must possess deep expertise in custom acoustic engineering. For bone conduction technology, this requires optimizing the internal mechanical vibrations to ensure efficient sound transfer through the temporal bone while minimizing external sound leakage. Premium factories utilize advanced finite element analysis to calibrate the suspension system inside the transducer housing, balancing frequency response and physical comfort.
Our engineering department bridges the gap between digital audio design and physical mass production by operating under strict international manufacturing standards. This rigorous technical approach ensures that every batch of custom audio hardware maintains absolute frequency stability, minimal harmonic distortion, and a premium acoustic profile that satisfies the strict performance expectations of corporate buyers in the United States and European markets.
Waterproof Engineering and IPX8 Structural Sealing
Manufacturing reliable swimming electronics requires specialized structural sealing protocols that go far beyond standard consumer hardware. True IPX8 waterproof capability demands a multi-layered defense strategy, including internal nano-coatings, customized silicone gaskets, and precise ultrasonic welding of the external chassis. These technical measures prevent moisture ingress under prolonged submersion, ensuring long-term product survival in chlorinated or saltwater environments for premium ODM bone conduction headphones.

To maintain consistency across high-volume production runs, our quality control technicians subject every unit to specialized pneumatic pressure tests before final assembly. Implementing these rigorous validation workflows allows us to maintain a defect rate well below industry averages, protecting international brands from high return rates and protecting their brand reputation across global e-commerce platforms.
Structural Dieline Validation and Custom Packaging
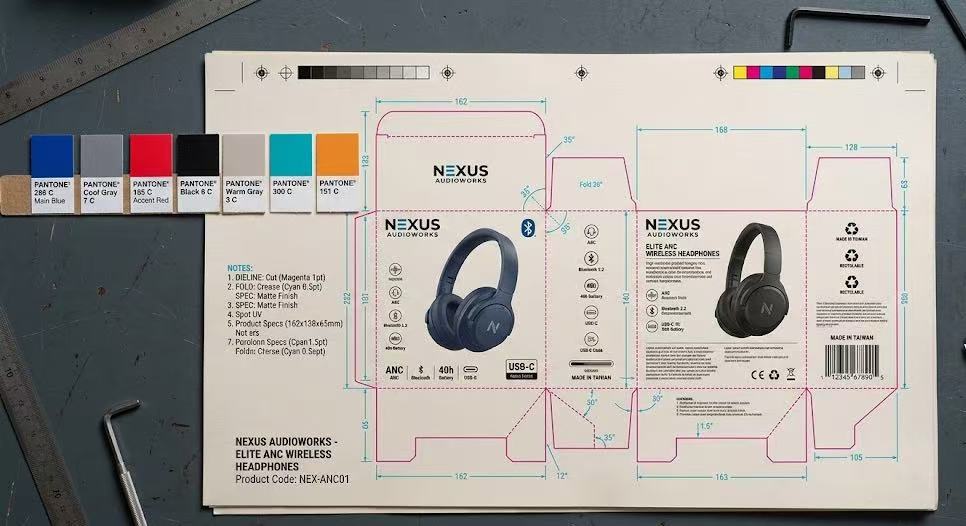
The execution of private label packaging projects requires flawless translation of digital artwork into physical retail enclosures. Professional manufacturers provide precise structural dielines that account for material thickness, inner protective tray clearances, and external high-speed offset printing requirements. This precision engineering prevents deformation during long-distance transit and ensures an optimal unboxing experience for the end consumer.
During the pre-production phase, our team cross-references all artwork to verify that regional regulatory markings conform to legal size requirements. Integrating these compliance elements directly into the printing plates reduces the operational risks associated with manual post-production labeling, providing private-label electronics brands with retail-ready inventory that seamlessly flows into western distribution networks.
Global Regulatory Compliance and Quality Assurance
Navigating the legal frameworks of international trade is a core responsibility of a B2B audio manufacturing partner. Factories must meticulously maintain updated certifications, including CE, FCC, RoHS, and WEEE, to ensure that shipments pass through international customs checkpoints without costly delays. This compliance culture must extend down to raw material sourcing, requiring certified component tracking for all internal lithium-ion batteries and chipsets.
Our facility enforces rigorous quality control by implementing strict AQL inspection standards at every critical stage of assembly. From automated incoming component testing to final functional testing of the Bluetooth modules, these standardized manufacturing metrics guarantee that every shipping carton leaving our loading dock complies fully with the commercial import laws of the destination country.
B2B Supply Chain Flexibility and Fulfillment Models
Modern audio brands require flexible fulfillment infrastructure tailored to diverse digital sales channels, including Amazon FBA, Shopify, and global wholesale networks. A sophisticated manufacturing partner provides specialized B2B logistics support, offering scalable production runs alongside compliant white-label dropshipping capabilities. This logistical flexibility allows brands to test new market iterations…without committing to excessive initial capital investments when launching new ODM bone conduction headphones lines.

To support these hybrid distribution models, our warehouse operations utilize custom data integrations that automate order processing and package tracking. By providing secure, neutral packaging options and optimizing volumetric weight calculations, we help our international partners reduce overhead costs, streamline customs clearance, and maintain a highly responsive global supply chain.
FAQ
How do factories ensure the acoustic quality of ODM bone conduction headphones?
Factories utilize specialized artificial mastoid testing equipment to measure the vibration output and frequency response curves of bone conduction transducers. By simulating human bone structure, engineers can precisely calibrate the audio profile, eliminate harsh resonance frequencies, and minimize acoustic leakage before mass assembly of ODM bone conduction headphones.
Furthermore, every production batch undergoes automated acoustic sweep tests on the assembly line. This process guarantees that each unit falls within strict decibel tolerance limits, ensuring consistent sound delivery and maintaining product uniformity across high-volume commercial shipments.
What custom branding options are available for white-label packaging projects?
Private-label buyers can fully customize the external retail boxes, inner molded trays, user manuals, and logo placement on the headphone chassis. Manufacturers provide detailed CAD dielines, allowing brand designers to apply custom CMYK printing, spot UV finishes, or premium hot stamping to the packaging.
Additionally, factories offer tailored internal branding options, such as custom Bluetooth pairing names and localized voice prompt uploads. These hardware and software modifications allow international corporate clients to establish a distinct brand identity without the heavy investment of creating a new mold.
CTA
Building a successful international audio brand requires a manufacturing partner that understands the technical realities of acoustic engineering, global compliance, and supply chain logistics. Whether you are expanding an e-commerce storefront or looking for an experienced factory to execute custom retail packaging, our engineering team is ready to deliver dependable hardware tailored to your exact specifications. To discuss your bulk order requirements and receive a comprehensive wholesale price list within 24 hours, please get a free quote today and connect directly with our corporate B2B sales office.
How do factories ensure the acoustic quality of ODM bone conduction headphones?
Factories utilize specialized artificial mastoid testing equipment to measure the vibration output and frequency response curves of bone conduction transducers. By simulating human bone structure, engineers can precisely calibrate the audio profile, eliminate harsh resonance frequencies, and minimize acoustic leakage before mass assembly.
Furthermore, every production batch undergoes automated acoustic sweep tests on the assembly line. This process guarantees that each unit falls within strict decibel tolerance limits, ensuring consistent sound delivery and maintaining product uniformity across high-volume commercial shipments.
What testing protocols validate the IPX8 waterproof rating for swimming models?
IPX8 certification requires products to withstand continuous submersion in water deeper than 1 meter under specified pressure conditions. Manufacturers utilize custom pneumatic vacuum chambers to test chassis integrity prior to electronics installation, followed by actual freshwater submersion tests for fully assembled units.
These dual-stage testing workflows isolate structural vulnerabilities before products are packaged. By verifying both pressure resistance and physical seal longevity, the factory ensures that the audio hardware functions reliably during prolonged athletic use in swimming pools.
What custom branding options are available for white-label packaging projects?
Private-label buyers can fully customize the external retail boxes, inner molded trays, user manuals, and logo placement on the headphone chassis. Manufacturers provide detailed CAD dielines, allowing brand designers to apply custom CMYK printing, spot UV finishes, or premium hot stamping to the packaging.
Additionally, factories offer tailored internal branding options, such as custom Bluetooth pairing names and localized voice prompt uploads. These hardware and software modifications allow international corporate clients to establish a distinct brand identity without the heavy investment of creating a new mold.